
EN
Alat Penggilingan Jalan Tungsten Carbide: Apa Itu, Cara Kerja, dan Cara Memaksimalkannya
Berita Industri-Apa Itu Alat Penggilingan Jalan Tungsten Carbide dan Mengapa Penting
Perkakas penggilingan jalan tungsten karbida — juga biasa disebut pick penggilingan karbida, mata bor planer jalan, gigi penggilingan dingin, atau pemotong penggilingan perkerasan jalan — adalah elemen pemotongan individual yang dipasang pada drum berputar dari mesin penggilingan dingin. Ketika mesin penggilingan jalan melewati permukaan aspal atau perkerasan beton, perkakas berujung karbida yang kecil namun sangat keras inilah yang melakukan pekerjaan sebenarnya untuk memecahkan, memotong, dan membuang material perkerasan. Setiap perkakas merupakan komponen yang direkayasa secara presisi yang terdiri dari badan baja, dudukan baja yang diperkeras atau rakitan balok, dan ujung tungsten karbida yang dibrazing atau dipasang dengan tekanan pada ujung pemotongan. Ujung tungsten carbide adalah ujung tombak alat ini — ujung ini bersentuhan langsung dengan permukaan jalan dan harus tahan terhadap gabungan tekanan benturan, abrasi, kompresi, dan panas yang dihasilkan selama penggilingan pada kecepatan putaran drum yang dapat melebihi 100 putaran per menit.
Alasan tungsten karbida menjadi bahan pilihan untuk ujung alat penggilingan jalan adalah kombinasi luar biasa antara kekerasan dan ketahanan aus. Dengan tingkat kekerasan sekitar 9,5 pada skala Mohs — nomor dua setelah intan — dan kekuatan tekan yang jauh melebihi baja berkecepatan tinggi atau material perkakas lainnya, tungsten karbida mempertahankan geometri pemotongannya jauh lebih lama dibandingkan material alternatif ketika terkena kondisi abrasif ekstrem pada penggilingan perkerasan. Hal ini berarti frekuensi penggantian pahat yang lebih rendah, waktu henti mesin yang berkurang, konsistensi kualitas pemotongan yang lebih baik sepanjang masa pakai pahat, dan pada akhirnya menurunkan total biaya per meter persegi permukaan giling. Dalam operasi rehabilitasi jalan dan pemeliharaan perkerasan di mana konsumsi perkakas merupakan salah satu biaya pengoperasian variabel yang paling signifikan, kualitas dan spesifikasi perkakas penggilingan tungsten karbida memiliki dampak terukur terhadap profitabilitas proyek.
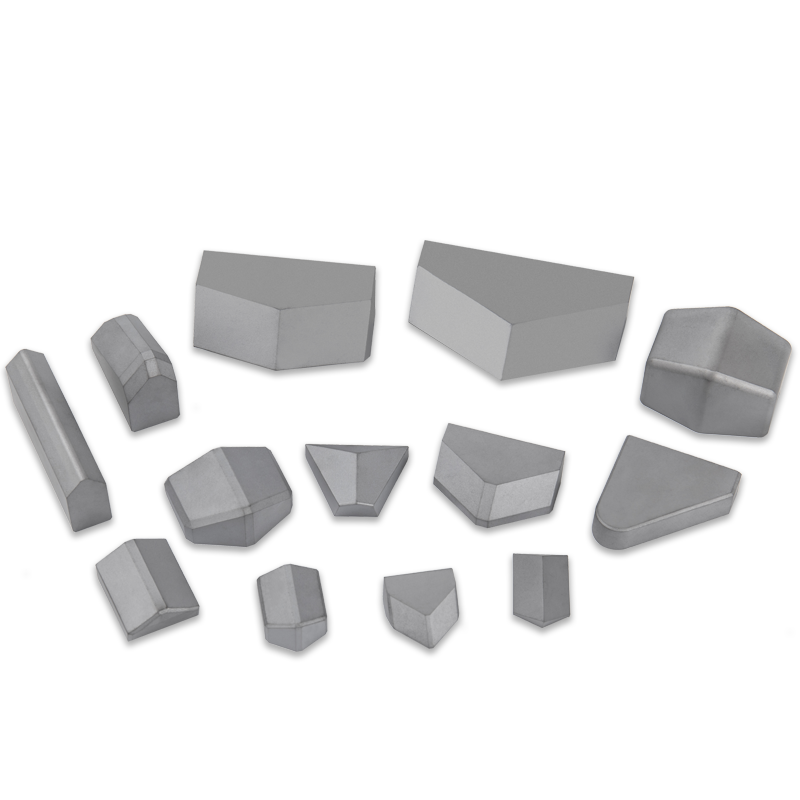
Anatomi Pick Penggilingan Tungsten Carbide
Memahami struktur alat penggilingan jalan karbida membantu menjelaskan mengapa desain yang berbeda mempunyai kinerja yang berbeda dalam berbagai kondisi perkerasan dan mengapa mencocokkan spesifikasi alat dengan aplikasi sangat penting untuk mencapai kinerja dan umur alat yang optimal.
Ujung Tungsten Karbida
Ujung karbida adalah komponen yang paling penting secara teknis pada alat penggilingan jalan. Ini dibuat dari semen tungsten karbida — bahan komposit yang dihasilkan dengan menyinter bubuk tungsten karbida dengan pengikat logam, paling umum kobalt, pada suhu dan tekanan yang sangat tinggi. Sifat ujung karbida jadi ditentukan oleh ukuran butir bubuk tungsten karbida, kandungan pengikat kobalt, dan kondisi sintering. Nilai karbida berbutir halus dengan kandungan kobalt yang lebih rendah (6–8%) memberikan kekerasan maksimum dan ketahanan aus, sehingga cocok untuk aplikasi dengan abrasi tinggi seperti penggilingan agregat keras atau perkerasan beton. Nilai butiran yang lebih kasar dengan kandungan kobalt yang lebih tinggi (10–12%) mengorbankan sebagian kekerasan untuk meningkatkan ketangguhan dan ketahanan terhadap benturan, sehingga lebih sesuai untuk aplikasi penggilingan yang melibatkan pembebanan benturan, seperti bekerja pada permukaan yang sangat retak atau tidak beraturan di mana pahat terkena benturan keras yang terputus-putus. Geometri ujung — sudut kerucut, jari-jari ujung, dan bentuk keseluruhannya — memengaruhi seberapa efektif ujung tersebut menembus permukaan jalan dan bagaimana gaya potong didistribusikan ke seluruh badan pahat selama penggilingan.
Badan Alat dan Shank
Badan perkakas baja meneruskan gaya pemotongan dari ujung karbida ke dudukan perkakas dan rakitan drum. Biasanya dibuat dari baja paduan karbon sedang yang diberi perlakuan panas untuk menghasilkan kombinasi kekerasan permukaan yang seimbang — untuk menahan keausan abrasif dari material perkerasan yang mengalir melewati bodi selama pemotongan — dan ketangguhan inti untuk menyerap beban tumbukan tanpa patah. Diameter shank adalah dimensi standar yang harus sesuai dengan lubang dudukan pahat yang dimasukkannya. Diameter shank yang paling umum untuk perkakas road milling adalah 22 mm, meskipun shank 25 mm dan 30 mm digunakan pada alat berat tugas berat dan konfigurasi drum tertentu. Cincin pelindung keausan yang menghadap keras sering kali dipasang di sekitar dasar ujung karbida pada desain perkakas premium untuk melindungi bodi baja di zona keausan tinggi tepat di belakang ujung, sehingga memperpanjang umur servis bodi dan mengurangi frekuensi penggantian seluruh perkakas meskipun ujung karbida masih dapat diservis.
Pemegang Alat dan Sistem Blok
Alat penggilingan jalan tidak dilas langsung ke drum. Mereka dimasukkan ke dalam penahan perkakas — juga disebut penahan blok atau blok dasar — yang dilas ke permukaan drum dengan pola tertentu. Dudukan pahat memiliki dua fungsi penting: memberikan posisi sudut pahat yang presisi relatif terhadap permukaan drum yang menentukan geometri pemotongan dan aliran material, dan memungkinkan penggantian pahat dengan cepat di lapangan tanpa perlu mengelas atau mengolah drum itu sendiri. Antarmuka pahat ke dudukan menggunakan sistem penahan pegas — biasanya berupa cincin penahan atau klip pegas di sekitar tangkai pahat — yang menahan pahat dengan aman selama pengoperasian sekaligus memungkinkannya terlepas dengan pukulan melayang dan diganti dalam hitungan detik jika sudah aus. Badan dudukan sendiri merupakan salah satu item keausan yang juga harus dipantau dan diganti secara berkala, karena keausan dudukan yang berlebihan menyebabkan ketidaksejajaran pahat yang mempercepat kerusakan ujung karbida dan menurunkan kualitas penggilingan.
Bagaimana Alat Penggilingan Karbida Disusun pada Drum dan Mengapa Itu Penting
Pola di mana alat penggilingan jalan tungsten karbida dipasang pada drum — jarak, orientasi sudut, dan konfigurasi barisnya — sama pentingnya dengan alat itu sendiri dalam menentukan kinerja penggilingan. Konfigurasi drum dirancang untuk menyeimbangkan beberapa persyaratan yang bersaing: efisiensi pemotongan, kualitas tekstur permukaan, aliran material melalui wadah drum, karakteristik getaran, dan distribusi beban pemotongan pada masing-masing alat.
Perkakas disusun dalam baris heliks di sekeliling lingkar drum, dengan sudut heliks dan jarak antar perkakas di setiap baris menentukan pola potongan yang tersisa di permukaan giling. Jarak pahat yang lebih halus — lebih banyak pahat per unit lebar drum — menghasilkan tekstur permukaan giling yang lebih halus dengan tonjolan yang lebih kecil di antara masing-masing potongan pahat, hal ini penting bila permukaan giling akan digunakan sebagai permukaan kerja sementara sebelum pengaspalan ulang, atau bila keteraturan permukaan sangat penting untuk adhesi lapisan perkerasan berikutnya. Jarak pahat yang lebih lebar menghasilkan tekstur yang lebih kasar yang menghasilkan penghilangan material per pahat yang lebih agresif dan mengurangi daya yang diperlukan per satuan luas, yang dapat menguntungkan dalam operasi penggilingan dalam di mana produktivitas diprioritaskan dibandingkan kualitas penyelesaian permukaan.
Orientasi sudut masing-masing dudukan pahat pada drum — baik sudut radial (seberapa jauh pahat condong ke depan dalam arah putaran) maupun sudut lateral (kemiringan sumbu pahat ke samping relatif terhadap sumbu drum) — mengontrol bagaimana ujung karbida menempel pada perkerasan, bagaimana gaya potong didistribusikan, dan bagaimana material yang digiling diarahkan ke sistem konveyor. Presisi dalam rekayasa konfigurasi drum adalah salah satu pembeda utama antara mesin milling berkinerja tinggi dari produsen terkemuka dan alternatif berkualitas rendah yang dapat mencapai tingkat penghilangan material yang dapat diterima namun menghasilkan tekstur permukaan yang lebih rendah, tingkat keausan pahat yang lebih tinggi, dan getaran mesin yang lebih besar.
Jenis Alat Penggilingan Jalan Tungsten Carbide dan Aplikasi Khususnya
Pasar alat penggilingan jalan menawarkan beberapa jenis alat berbeda yang dioptimalkan untuk material perkerasan, kedalaman penggilingan, ukuran alat berat, dan prioritas kinerja yang berbeda. Memilih jenis alat yang tepat untuk aplikasi spesifik adalah salah satu keputusan yang paling berdampak dalam mengelola biaya dan produktivitas alat milling.
| Jenis Alat | Geometri Ujung Karbida | Aplikasi Terbaik | Keuntungan Utama |
| Pilihan berbentuk kerucut standar | Kerucut runcing, radius ujung sedang | Penggilingan aspal umum, penghilangan lapisan permukaan | Serbaguna, hemat biaya, tersedia secara luas |
| Pilihan tip balistik | Profil balistik bulat, radius ujung lebih besar | Aspal agregat keras, bahan perkerasan abrasif | Ketahanan aus yang unggul dalam kondisi yang sangat abrasif |
| Pick muka datar atau pahat | Wajah datar atau sedikit melengkung | Penggilingan halus, pembuatan profil permukaan, pemotongan strip gemuruh | Menghasilkan tekstur permukaan lebih halus, kontrol kedalaman presisi |
| Pilihan penggilingan beton | Ujung ekstra tebal, bodi diperkuat | Penghapusan perkerasan beton semen portland | Ketangguhan impak tinggi untuk perilaku patah getas beton |
| Kelas ekonomi / standar | Geometri standar, tingkat karbida lebih rendah | Aspal dengan abrasi rendah, durasi proyek pendek | Biaya awal yang lebih rendah jika umur alat bukan faktor utama |
| Kelas premium / tahan lama | Geometri yang dioptimalkan, karbida bermutu tinggi, bodi yang diperkuat | Penggilingan produksi tinggi, perkerasan abrasif atau variabel | Umur alat maksimum, biaya terendah per meter persegi dibandingkan proyek penuh |
Faktor-Faktor Yang Menentukan Berapa Lama Mata Bor Penggilingan Karbida Bertahan di Lapangan
Umur alat adalah metrik yang paling langsung menentukan keekonomian pengoperasian proyek penggilingan jalan. Jumlah meter persegi perkerasan yang dapat digiling per set alat sangat bervariasi — dari beberapa ribu meter persegi dalam kondisi yang paling menuntut hingga puluhan ribu meter persegi dalam kondisi yang menguntungkan — dan memahami variabel yang mendorong variasi ini membantu operator dan manajer proyek membuat keputusan yang lebih baik mengenai pemilihan alat, pengaturan mesin, dan praktik pengoperasian.

Kekerasan Bahan Perkerasan dan Jenis Agregat
Satu-satunya faktor yang paling berpengaruh dalam masa pakai alat penggilingan karbida adalah kekerasan dan sifat abrasif material perkerasan yang dipotong. Perkerasan aspal yang mengandung agregat beku keras seperti kuarsit, granit, atau basal secara signifikan lebih abrasif dibandingkan yang menggunakan agregat batu kapur atau batu pasir yang lebih lunak, dan tingkat keausan perkakas bisa dua hingga empat kali lebih tinggi dalam kondisi penggilingan yang sama. Beton bertulang adalah material yang paling menuntut — kombinasi agregat keras, pasta semen, dan tulangan baja menyebabkan keausan ekstrem dan pembebanan benturan yang membatasi masa pakai perkakas hingga sebagian kecil dari yang dapat dicapai pada aspal. Memahami geologi agregat perkerasan yang digiling sebelum pekerjaan dimulai merupakan masukan penting untuk perkiraan konsumsi alat yang realistis.
Kedalaman Penggilingan dan Parameter Pengoperasian Mesin
Pemotongan milling yang lebih dalam meningkatkan beban per pahat, panas yang dihasilkan pada antarmuka pemotongan, dan volume material yang harus diproses setiap pahat per satuan waktu, yang semuanya mempercepat keausan. Mengoperasikan mesin milling pada kecepatan maju yang lebih tinggi dari yang sesuai untuk kedalaman milling dan kekerasan perkerasan akan meningkatkan beban chip pada setiap perkakas dan dapat menyebabkan patahnya ujung karbida dibandingkan keausan abrasif secara bertahap — suatu mode kegagalan yang jauh lebih merusak. Kecepatan putaran drum juga penting: menjalankan drum lebih cepat dari yang diperlukan untuk material akan meningkatkan frekuensi tumbukan tanpa meningkatkan produktivitas dan meningkatkan suhu ujung, sehingga mengurangi kekerasan karbida dan mempercepat keausan. Mengoptimalkan kombinasi kecepatan maju, kedalaman milling, dan kecepatan putaran drum untuk material perkerasan tertentu adalah salah satu cara yang paling efektif untuk memperpanjang masa pakai perkakas tanpa mengorbankan laju produksi.
Kinerja Sistem Penyemprotan Air
Mesin road milling dilengkapi dengan sistem semprotan air yang mengarahkan air ke drum dan peralatan selama pengoperasian. Sistem ini memiliki dua fungsi penting: mendinginkan ujung karbida untuk mencegah hilangnya kekerasan akibat panas dan retak termal, serta menekan awan debu yang dihasilkan oleh proses penggilingan. Sistem penyemprotan air yang berfungsi dengan baik dengan laju aliran yang memadai dan posisi nosel yang tepat yang menargetkan setiap baris pahat dapat memperpanjang umur pahat karbida sebesar 20–40% dibandingkan dengan pengoperasian tanpa air atau dengan sistem penyemprotan yang tidak dirawat dengan baik. Nozel penyemprot yang tersumbat atau tidak sejajar adalah penyebab umum dan mudah diabaikan dari keausan alat sebelum waktunya, dan memeriksa sistem penyemprotan pada awal setiap giliran kerja harus menjadi bagian standar dalam pengaturan mesin.
Rotasi Alat dan Pemantauan Keausan
Pick penggilingan tungsten karbida dirancang untuk berputar bebas di dalam dudukannya selama pengoperasian, mendistribusikan keausan secara merata di sekeliling keliling ujung karbida. Perkakas yang tidak dapat berputar — karena lubang penahannya sudah aus, terkontaminasi dengan serpihan, atau tangkai perkakas terkorosi — akan aus secara asimetris, sehingga menimbulkan titik datar pada satu sisi ujung perkakas yang secara signifikan mengurangi efisiensi pemotongan dan masa pakainya. Inspeksi berkala terhadap perputaran pahat selama pengoperasian, pelumasan shank pahat selama penggantian, dan penggantian penahan yang aus sebelum menyebabkan pembatasan putaran pahat merupakan praktik penting untuk memaksimalkan laba atas investasi pada grade pahat karbida premium.
Cara Memeriksa, Mengganti, dan Mengelola Alat Penggilingan Tungsten Carbide di Tempat Kerja
Manajemen alat yang efektif di lapangan memerlukan pendekatan sistematis terhadap inspeksi, penjadwalan penggantian, dan pencatatan yang lebih dari sekadar menukar alat ketika alat tersebut terlihat rusak. Program manajemen alat yang proaktif mengurangi waktu henti yang tidak direncanakan, meningkatkan konsistensi kualitas permukaan, dan menurunkan total biaya alat per proyek dengan mengetahui pola keausan sejak dini dan mengatasi akar penyebabnya sebelum semakin parah.
- Tetapkan interval inspeksi rutin: Periksa seluruh drum pada interval yang ditentukan — biasanya setiap 2–4 jam pengoperasian milling tergantung kondisi — daripada menunggu masalah yang terlihat muncul. Keausan perkakas pada tahap awal jauh lebih mudah dan murah untuk ditangani dibandingkan kegagalan perkakas yang parah yang merusak dudukan dan komponen drum. Gunakan senter dan cermin untuk memeriksa bagian bawah drum saat tidak bergerak dengan mesin dimatikan dan dikunci dengan aman.
- Ganti alat secara berkelompok, bukan secara individual: Jika beberapa perkakas dalam satu baris atau bagian menunjukkan keausan yang signifikan, gantilah seluruh kelompok perkakas, bukan hanya perkakas individual yang paling sering aus. Set perkakas dengan keausan tercampur menciptakan distribusi beban yang tidak merata di seluruh drum, sehingga membebani perkakas baru yang berdekatan dengan perkakas yang sudah sangat aus secara berlebihan dan pada gilirannya mempercepat keausannya. Mengganti perkakas dalam kelompok yang sistematis akan mempertahankan profil keausan yang konsisten di seluruh drum.
- Periksa pemegangnya setiap kali alat diganti: Ukur diameter lubang dudukan dengan pengukur atau periksa apakah ada keausan oval, retak, atau perubahan warna akibat panas setiap kali alat dilepas. Lubang penahan yang ukurannya terlalu besar - biasanya lebih dari 0,5 mm di atas diameter lubang nominal - tidak akan menahan shank pahat baru dengan benar, sehingga mencegah perputaran pahat dan menyebabkan keausan dini pada pahat pengganti. Segera ganti dudukan yang sudah aus daripada menggunakannya kembali.
- Catat konsumsi alat berdasarkan posisi drum: Melacak posisi mana yang paling cepat memakan alat pada drum akan menunjukkan pola keausan sistematis yang menunjukkan masalah operasional tertentu — cakupan semprotan air yang tidak memadai pada baris tertentu, ketidaksejajaran dudukan pada bagian drum, atau kondisi perkerasan yang sangat agresif di area pemotongan tertentu. Data ini sangat berharga untuk mendiagnosis dan memperbaiki akar masalah keausan dibandingkan sekadar mengganti alat secara reaktif.
- Gunakan alat ekstraksi dan pemasangan alat yang benar: Penggunaan pukulan drift dan alat pemasangan yang diimprovisasi atau tidak tepat untuk melepas dan memasang pick milling akan merusak betis alat, lubang dudukan, dan klip pegas retensi, sehingga menyebabkan masalah kesesuaian yang memengaruhi keamanan retensi alat dan kinerja rotasi. Selalu gunakan peralatan ekstraksi dan pemasangan yang ditentukan pabrikan, dan latih semua personel lapangan tentang prosedur yang benar sebelum mengizinkan mereka melakukan perawatan drum.
- Simpan perkakas dan dudukan cadangan dengan benar: Tungsten karbida bersifat rapuh dan dapat terkelupas atau retak jika perkakas dilemparkan secara longgar ke dalam tempat penyimpanan logam sehingga perkakas tersebut bertabrakan selama pengangkutan. Simpan perkakas cadangan di baki terpisah atau wadah berbentuk tabung yang mencegah kontak antara masing-masing ujung karbida. Jaga penyimpanan tetap kering untuk mencegah korosi shank yang mengganggu rotasi dan mempersulit ekstraksi alat di masa mendatang.
Alat Penggilingan Karbida OEM vs. Purnajual: Cara Mengevaluasi Perbedaan Biaya Sebenarnya
Salah satu keputusan pembelian yang paling sering dihadapi oleh kontraktor penggilingan jalan adalah apakah akan menggunakan alat penggilingan tungsten karbida dari pabrikan peralatan asli (OEM) atau alternatif purnajual dari pemasok pihak ketiga. Perbedaan harga antara perkakas milling jalan karbida OEM dan purnajual bisa sangat besar — perkakas purnajual sering kali 30–60% lebih murah per unitnya dibandingkan perkakas OEM setara — namun perbandingan yang relevan bukanlah harga satuan melainkan biaya per meter persegi perkerasan yang digiling, yang bergantung pada masa pakai perkakas, tingkat kegagalan, dan biaya hilir apa pun akibat kerusakan penahan atau masalah kualitas permukaan.
Alat penggilingan karbida OEM premium dari produsen seperti Wirtgen, Kennametal, Element Six, dan Betek dirancang dan diuji secara khusus untuk konfigurasi drum dan kondisi pengoperasian mesin yang disertakan. Mereka menggunakan kadar karbida yang ditentukan secara tepat, geometri ujung yang dioptimalkan, dan perlakuan panas terkontrol pada badan pahat yang divalidasi untuk menghasilkan target umur pahat yang ditentukan dalam kondisi tertentu. Toleransi tingkat karbida dan geometri ujung pada perkakas OEM premium dibuat dengan spesifikasi yang lebih ketat dibandingkan banyak alternatif purnajual yang berbiaya lebih rendah, dan konsistensi ini tercermin dalam masa pakai perkakas yang lebih dapat diprediksi dan tingkat kegagalan yang lebih rendah dalam servis.
Pemasok alat penggilingan karbida aftermarket terkemuka yang berinvestasi dalam kontrol kualitas metalurgi, menggunakan nilai karbida yang setara, dan memproduksi dengan toleransi dimensi yang kompatibel dengan sistem pemegang target dapat menawarkan nilai asli. Risikonya terletak pada peralatan purnajual berkualitas rendah yang menggunakan kadar karbida rendah dengan struktur butiran lebih kasar dan kandungan kobalt yang tidak konsisten, pematrian ujung ke badan yang tidak terkontrol sehingga mengakibatkan hilangnya ujung sebelum waktunya, atau toleransi dimensi yang menyebabkan dudukan tidak pas dan terbatasnya putaran alat. Mengevaluasi alat-alat purnajual memerlukan uji coba lapangan terkontrol yang membandingkan total biaya per meter persegi — memperhitungkan tingkat konsumsi alat, keausan dudukan, dan masalah kualitas apa pun — daripada sekadar membandingkan harga pembelian per alat. Alat yang harganya 40% lebih murah namun dapat dipakai dua kali lebih cepat tidak menghasilkan penghematan biaya dan dapat menimbulkan biaya tambahan melalui peningkatan keausan dudukan dan waktu henti drum.
Mencocokkan Spesifikasi Alat Karbida dengan Aplikasi Penggilingan Jalan Umum
Aplikasi penggilingan jalan raya yang berbeda memberikan tuntutan yang berbeda secara mendasar pada alat penggilingan tungsten karbida, dan penggunaan alat serba guna di semua aplikasi jarang merupakan pendekatan yang paling hemat biaya. Menyelaraskan spesifikasi alat dengan jenis aplikasi adalah cara mudah untuk meningkatkan keekonomian alat tanpa mengubah volume pembelian atau menegosiasikan harga yang lebih baik.
- Penghapusan jalur permukaan (kedalaman 0–40 mm) di jalan perkotaan: Ini adalah aplikasi dengan volume tertinggi bagi kontraktor penggilingan jalan dan melibatkan pemotongan aspal standar yang relatif dangkal pada kecepatan alat berat sedang. Pick karbida berbentuk kerucut standar dalam karbida tingkat menengah adalah pilihan yang tepat. Prioritasnya adalah umur alat dan kualitas permukaan yang konsisten dibandingkan ketahanan aus yang ekstrim, dan grade standar biasanya memberikan hasil biaya per meter persegi terbaik dalam kondisi yang dapat diprediksi ini.
- Penggilingan dalam dan reklamasi kedalaman penuh (40–300mm ): Pengoperasian deep milling membuat perkakas terkena beban dan suhu yang jauh lebih tinggi dibandingkan penggilingan permukaan, dan bongkahan material penggilingan yang lebih besar yang dihasilkan di kedalaman menciptakan pembebanan dampak yang lebih besar pada masing-masing perkakas. Pick karbida kelas premium dengan bodi yang diperkuat dan kandungan kobalt yang lebih tinggi untuk meningkatkan ketangguhan impak adalah pilihan yang lebih baik di sini, meskipun biaya unitnya lebih tinggi, karena peningkatan ketangguhan di bawah pembebanan benturan yang berat mencegah patahnya ujung yang membuat perkakas standar tidak ekonomis dalam aplikasi penggilingan dalam.
- Penggilingan jalan raya dan lapangan terbang dengan agregat keras: Perkerasan jalan raya dengan lalu lintas tinggi sering kali menggunakan agregat kuarsit atau granit yang menyebabkan abrasi ekstrem pada ujung perkakas karbida. Pick karbida ujung balistik dengan kualitas karbida berbutir halus dan rendah kobalt yang diformulasikan khusus untuk ketahanan aus maksimum dalam kondisi abrasi tinggi akan secara konsisten mengungguli pick standar dalam aplikasi ini, menghasilkan lebih banyak meter persegi per alat meskipun biaya unitnya lebih tinggi.
- Penggilingan dan skarifikasi perkerasan beton: Penggilingan beton semen portland adalah aplikasi yang paling menuntut untuk alat penggilingan jalan karbida. Kekerasan agregat beton yang ekstrim, dikombinasikan dengan perilaku patah getas pada beton yang menghasilkan bongkahan material besar yang tidak beraturan dan beban impak yang tinggi pada perkakas, memerlukan alat penggilingan beton khusus dengan ujung karbida ekstra tebal, badan baja bertulang, dan kadar karbida yang dioptimalkan untuk ketangguhan dibandingkan kekerasan murni. Penggunaan alat penggilingan aspal pada beton merupakan tindakan ekonomi yang salah — tingkat kegagalan dan konsumsi alat akan jauh melebihi perbedaan biaya antara alat untuk keperluan umum dan alat khusus beton.
Produk Kami //
Produk Terkait





Jika Anda tertarik dengan produk kami, silakan berkonsultasi dengan kami
